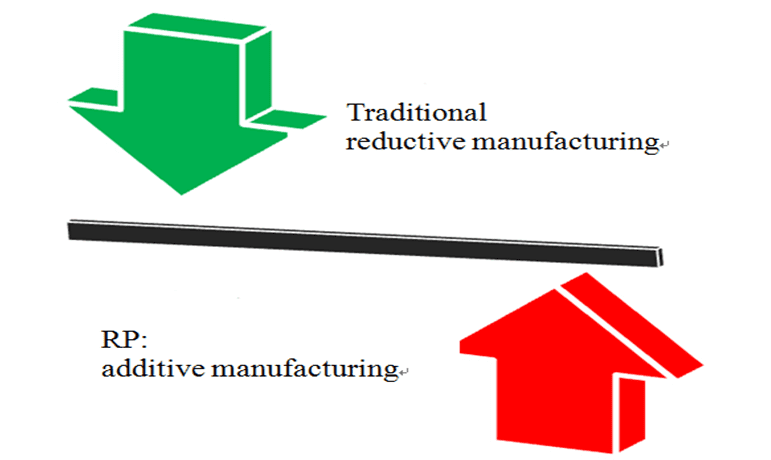
Hganz flexibel, et kann all 3D zolidd Modeller vun enger komplexer Struktur produzéieren, an d'Produktiounsk?schte si bal onofh?ngeg vun der Komplexitéit vum Produkt.
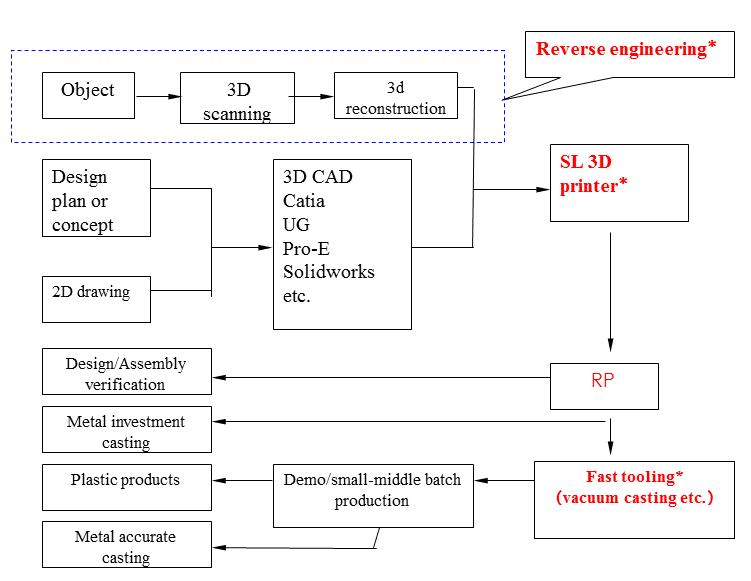
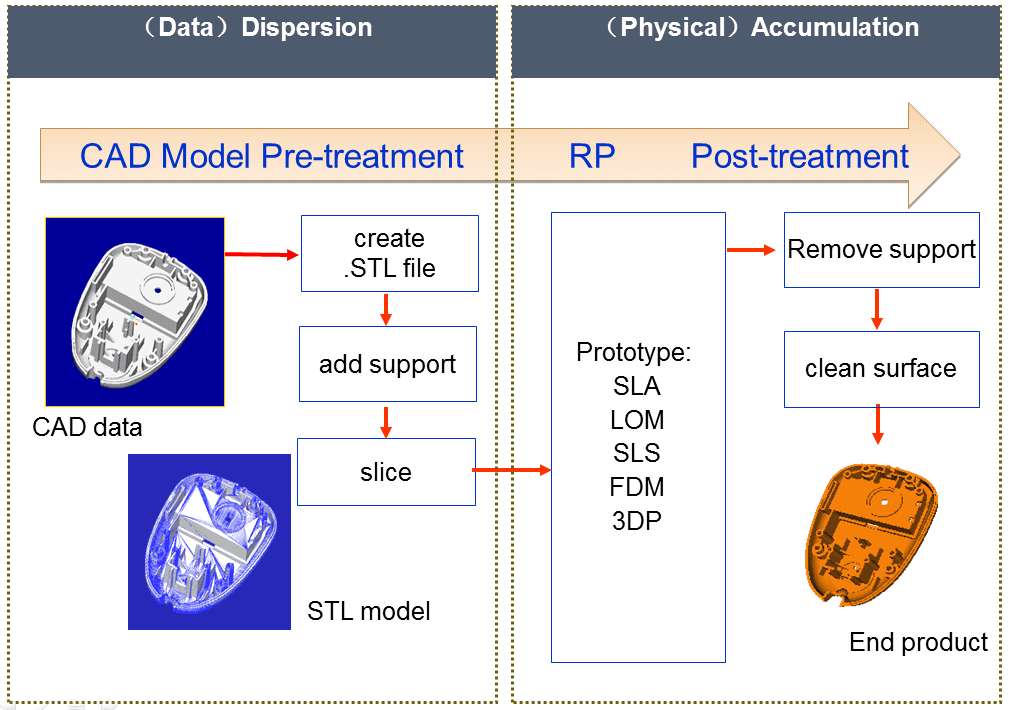
CAD Modell direkt Fuert, de Formprozess ass komplett digital, keng speziell Armaturen oder Tools sinn erfuerderlech, an Design a Fabrikatioun (CAD / CAM) ass héich integréiert.
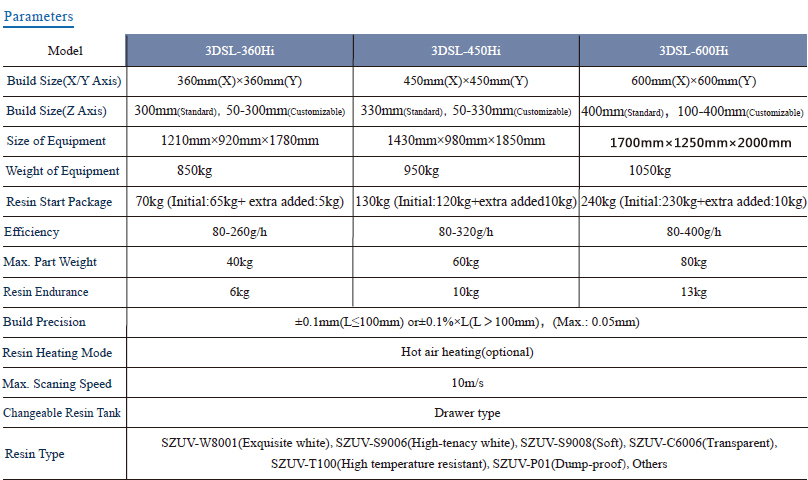
Hhéich Genauegkeet, ± 0,1 %
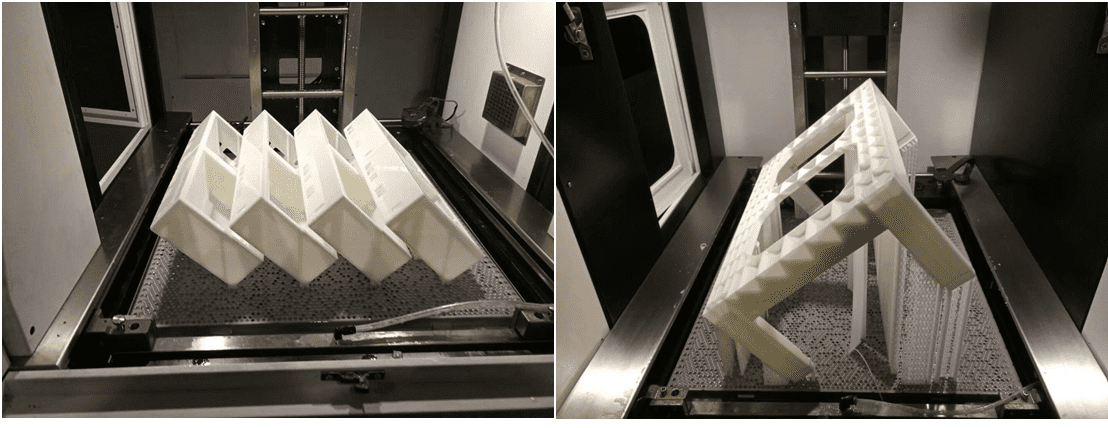
Hganz reduktiv, f?eg ganz fein Detailer ze maachen, d?nn Maueren
Mal Uewerfl?ch Qualitéit ass excellent
Fast Vitesse
Hganz automatiséiert: de Prozess ass voll automatiséiert, de Prozess erfuerdert keng m?nschlech Interventioun, an d'Ausrüstung kann onkontrolléiert sinn