

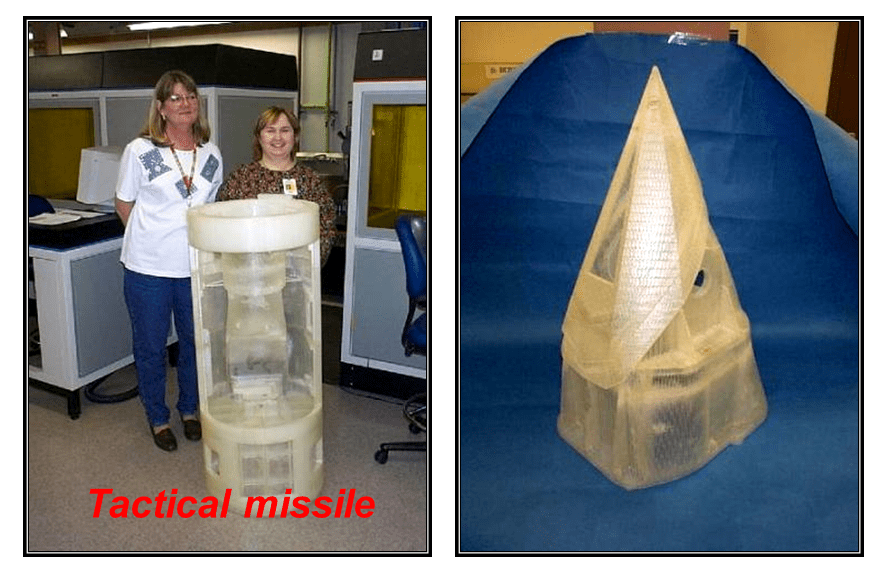
A 3D nyomtatás nagyon nyilvánvaló sebességel?nnyel rendelkezik a kis szériás gyártásban és bizonyos típusú projektek fejlesztésében, mint például az autóipar, a repülés, a repülés, a katonai, a vonat, a motorkerékpár, a hajó, a gépészeti berendezések, a vízpumpa és a kerámia stb.
Számos, nehezen el?állítható hagyományos ?ntvénytermék állítható el? 3D nyomtatással, például 0,5 mm-es turbinalapátok, kül?nféle bels? h?t?olaj-csatornák és kül?nféle szerkezetileg ?sszetett ?ntvények.
M?tárgyak esetében széles k?rben használhatók a t?meggyártáshoz használt kül?nféle formák is.
A 3D nyomtatás fellendíti az ?ntési iparágat
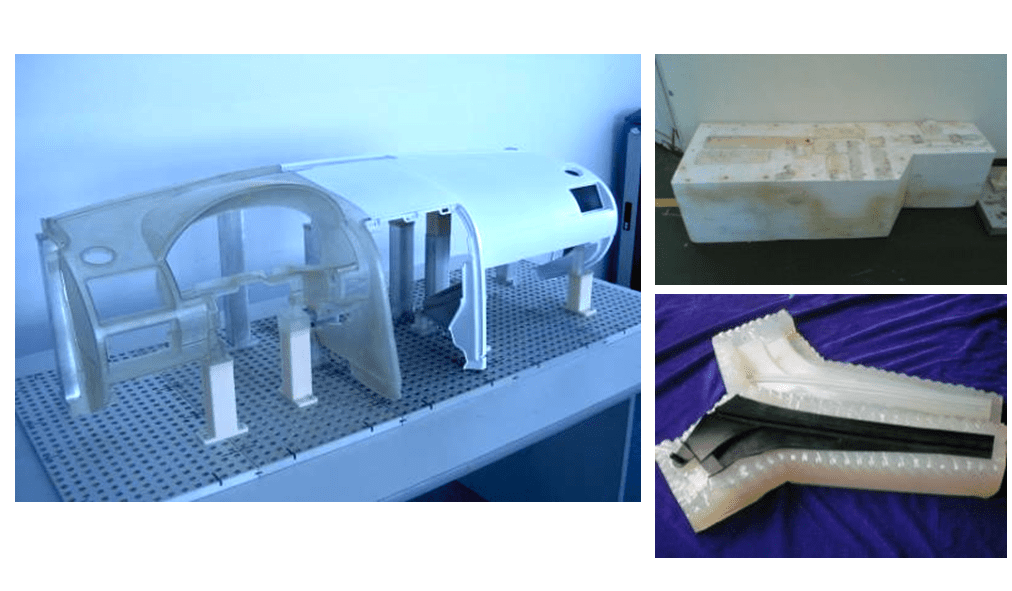
Vákuumos ?ntés
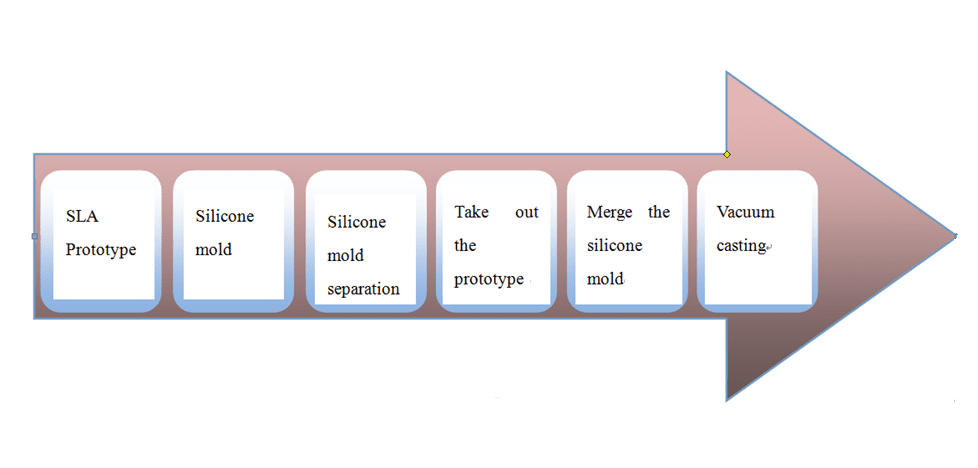
Az RP technológia alkalmazásán alapuló új termékfejlesztési vonal, amely az RTV szilíciumgumi ?ntést és vákuum?ntést használta, mára széles k?rben alkalmazható az autóipar, az elektronikai és az orvosi területen.

RIM: Alacsony nyomású reakció fr?ccs?ntés (epoxi fr?ccs?ntés)
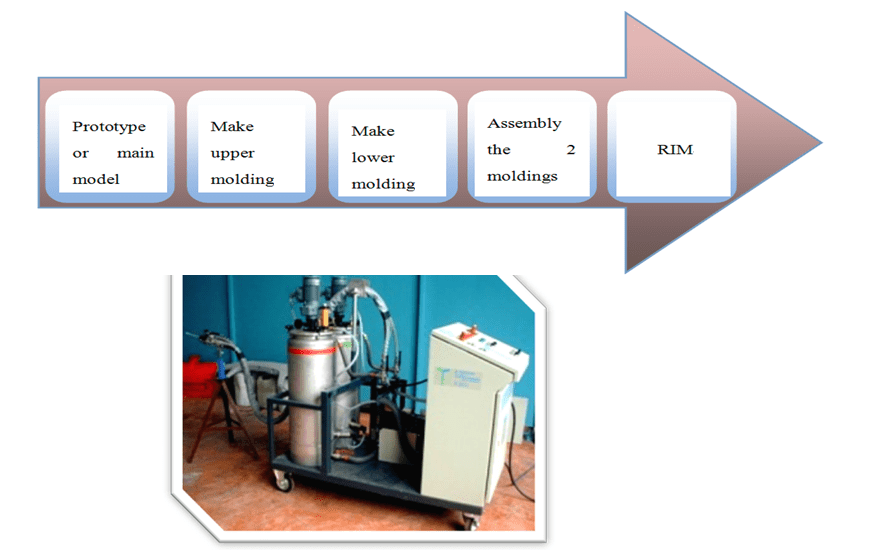
A RIM egy új eljárás, amelyet a gyorslécek gyártására alkalmaznak. Kétkomponens? poliuretán anyagok keveréke, amelyeket normál h?mérsékleten és alacsony nyomáson egy gyors formába fecskendeznek, és kémiai és fizikai folyamatok, például polimerizáció, térhálósítás és anyagok megszilárdulása során keletkeznek.
El?nye a nagy hatékonyság, a r?vid gyártási ciklus, az egyszer? folyamat és az alacsony k?ltség. Alkalmas kisüzemi próbagyártásra a termékfejlesztési folyamatban, valamint kis volumen? gyártásra, egyszer? burkolat szerkezet?, valamint nagy vastag falú és egyenetlen vastag falú termékek gyártására.
alkalmazható formák: gyanta forma, ABS forma, alumínium ?tv?zet forma
?nt?anyag: kétkomponens? poliuretán
anyag fizikai tulajdonságai: a PP / ABS-hez hasonlóan a termék ?regedésgátló, er?s ütésálló, magas illeszkedési fokú, k?nny? be- és kirakodás
A RIM kisnyomású perfúziós fr?ccs?ntés m?k?dési elve a k?vetkez?: az el?re megformált kétkomponens? (vagy t?bbkomponens?) folyékony nyersanyagokat adagolószivattyún keresztül meghatározott arányban adagolják a kever?fejbe, majd folyamatosan ?ntik a kever?fejbe. az ?nt?formát reakciószilárdító ?ntvény kialakításához. Az arány beállítás a szivattyú fordulatszámának változtatásával érhet? el, amelyet a szivattyú egységnyi nyomómennyisége és a befecskendezési id? szabályoz.

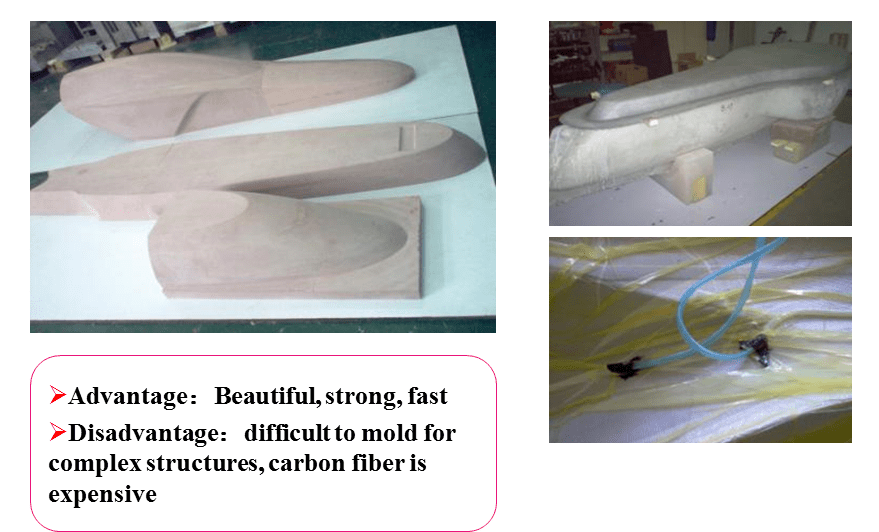
Szénszál/száler?sítés? m?anyagok (FRP) vákuum bevezetése
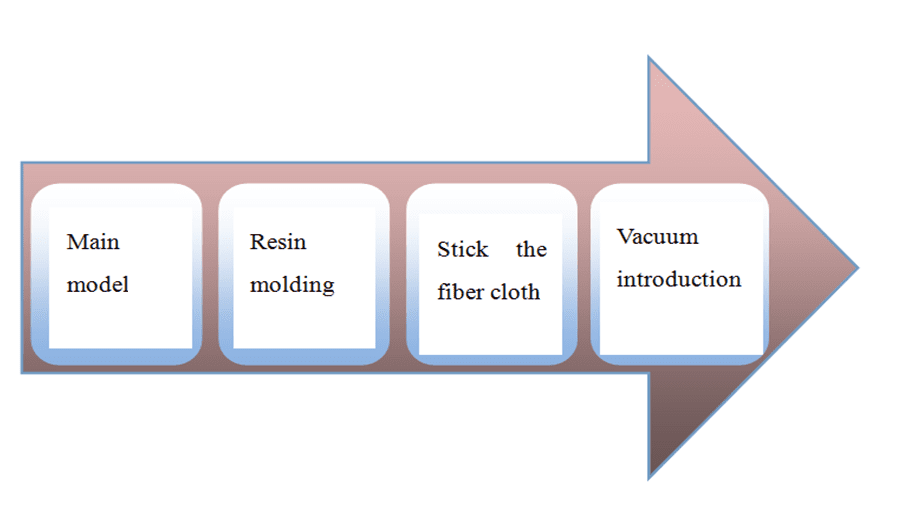
A vákuum bevezetési eljárás alapelve az üvegszál, üvegszálas sz?vet, kül?nféle betétek, leválasztó kend?, gyantaátereszt? réteg lefektetése, gyantacs? fektetése és nylon (vagy gumi, a kikeményedett gélbevonat rétegre) lefedése. Szilikon) rugalmas fólia (azaz vákuumzsák), a fólia és az üreg kerülete szorosan lezárva.
Az üreget kiürítjük, és a gyantát az üregbe fecskendezzük. ?ntési eljárás, amelynek során a gyantát egy gyantacs? és egy szálfelület mentén vákuumban impregnálják, hogy a szálk?teget szobah?mérsékleten vagy melegítés k?zben impregnálják.
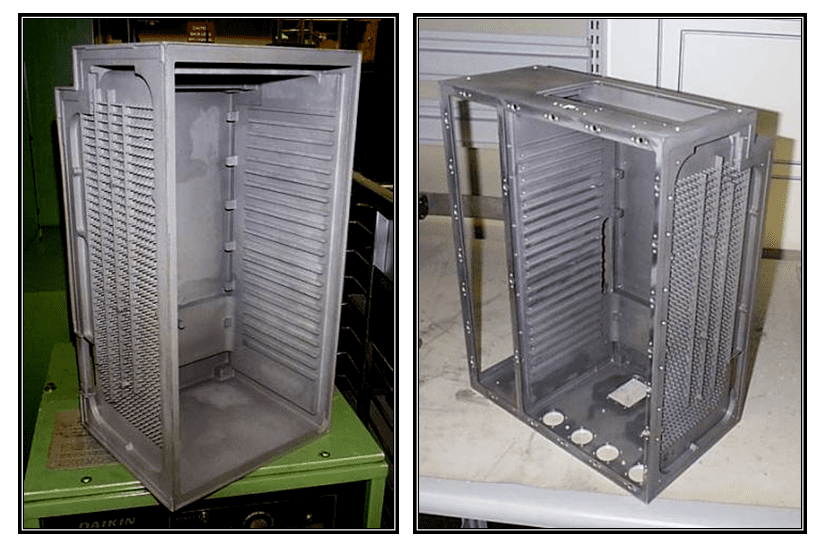
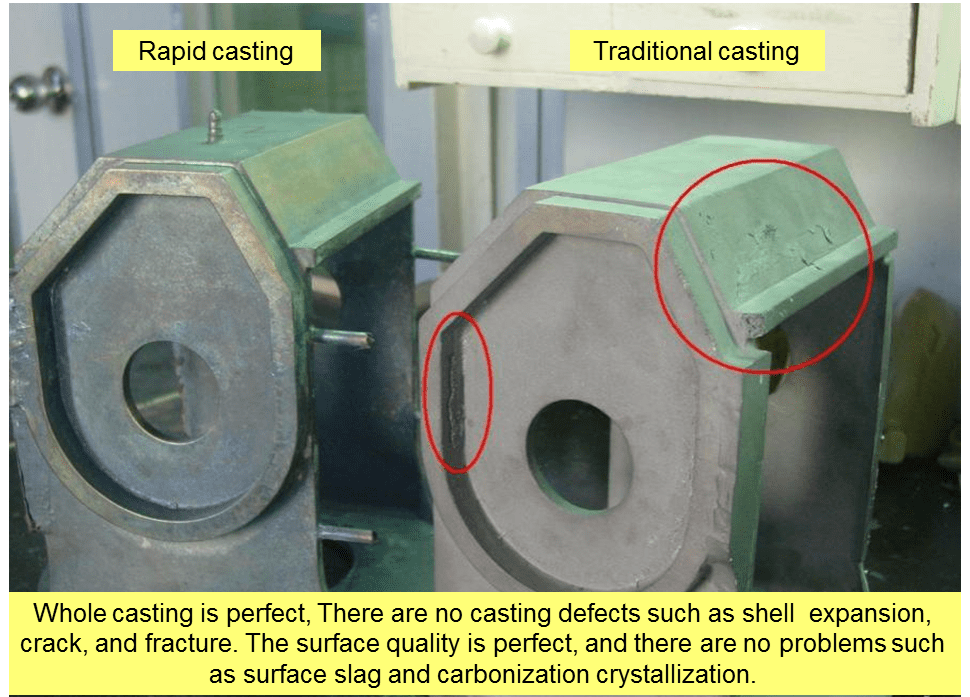
Gyors ?ntés
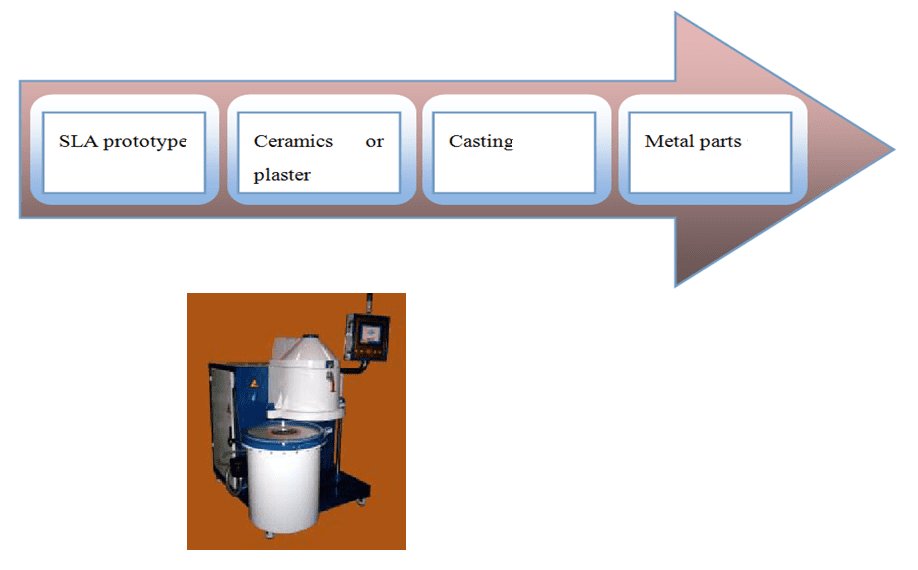
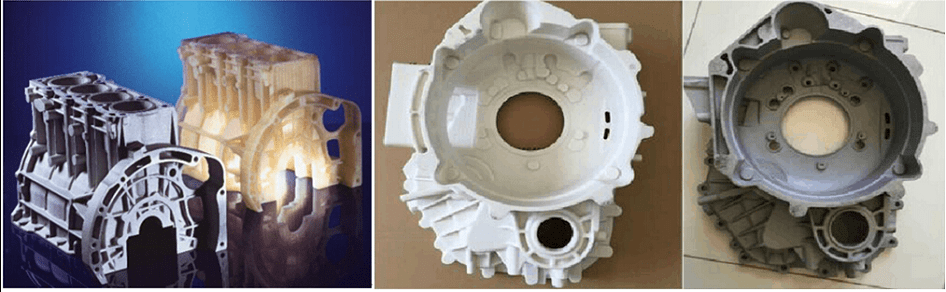
A 3D nyomtatási technológia és a hagyományos ?ntési technológia kombinációja gyors ?ntési technológiát eredményezett. Az alapelv az, hogy a 3D nyomtatási technológiát használva k?zvetlenül vagy k?zvetve kinyomtatják az elveszett habszivacsot, polietilén formát, viaszmintát, sablont, formát, magot vagy héjat ?ntéshez, majd a hagyományos ?ntési eljárás kombinálásával gyorsan ki?ntjük a fém alkatrészeket.
A 3D nyomtatási technológia és az ?ntési folyamat kombinációja teljes mértékben kihasználja a gyors 3D nyomtatás el?nyeit, az alacsony k?ltséget, az ?sszetett alkatrészek gyártásának és bármilyen fém ?ntésének lehet?ségét, és nem befolyásolja a forma és a méret, valamint az alacsony k?ltség. Kombinációjuk segítségével elkerülhet?k a gyengeségek, nagymértékben leegyszer?sítve és ler?vidítve a hosszadalmas tervezés, módosítás, formázásra való áttervezés folyamatát.

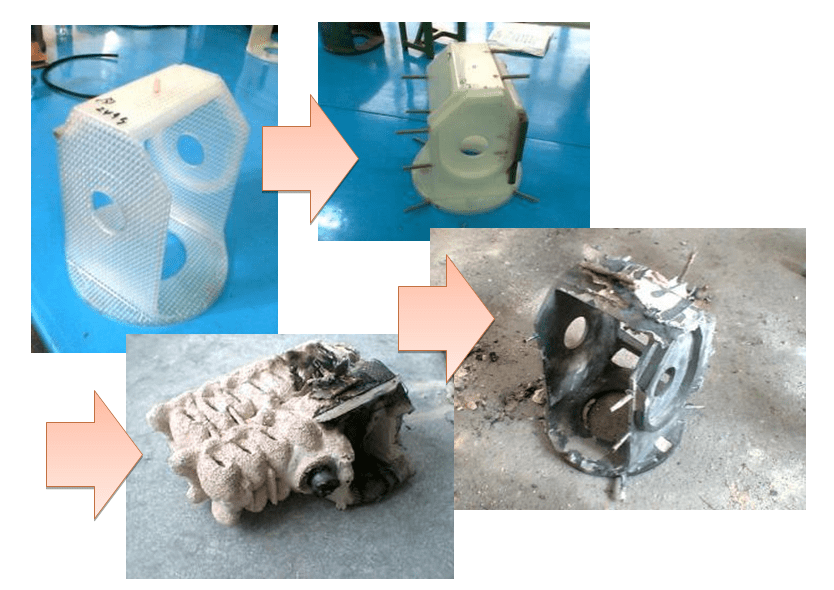
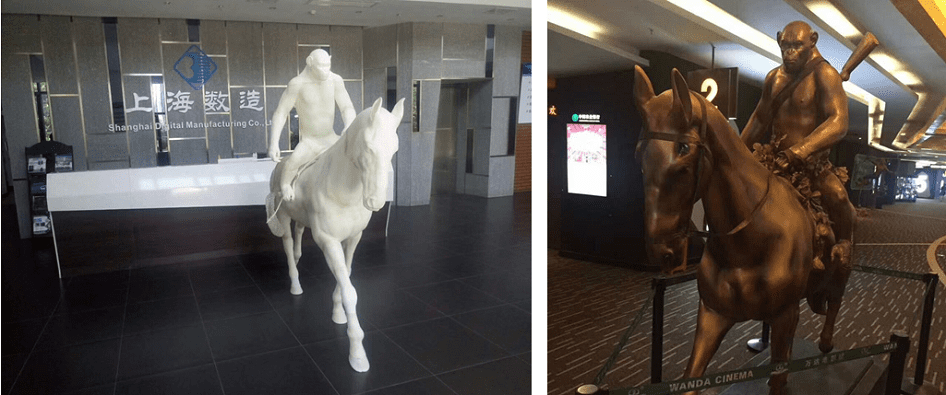
Befektetési ?ntés
A befektetési ?ntés egy viszonylag új fém?ntési módszerre utal, amelyet teljes formázásnak, elpárologtatásnak és üreg nélküli ?ntésnek is neveznek. A prototípus habból (HABM?ANYAG) készül, és általában expandált polisztirol. A pozitív formát ?nt?tt homokkal (FOVNDRY SAND) t?ltik meg, így formát (MOLD) alakítanak ki, és ugyanez igaz a negatív formára is. Amikor az olvadt fémet az ?nt?formába (azaz a polisztirolból készült formába) fecskendezik, a hab elpárolog vagy elvész, így az ?nt?dei homok negatív formája olvadt fémmel t?lt?dik meg. Ezt az ?ntési módszert kés?bb a szobrásztársadalom is átvette, és ma már az ipari gyártásban használják.
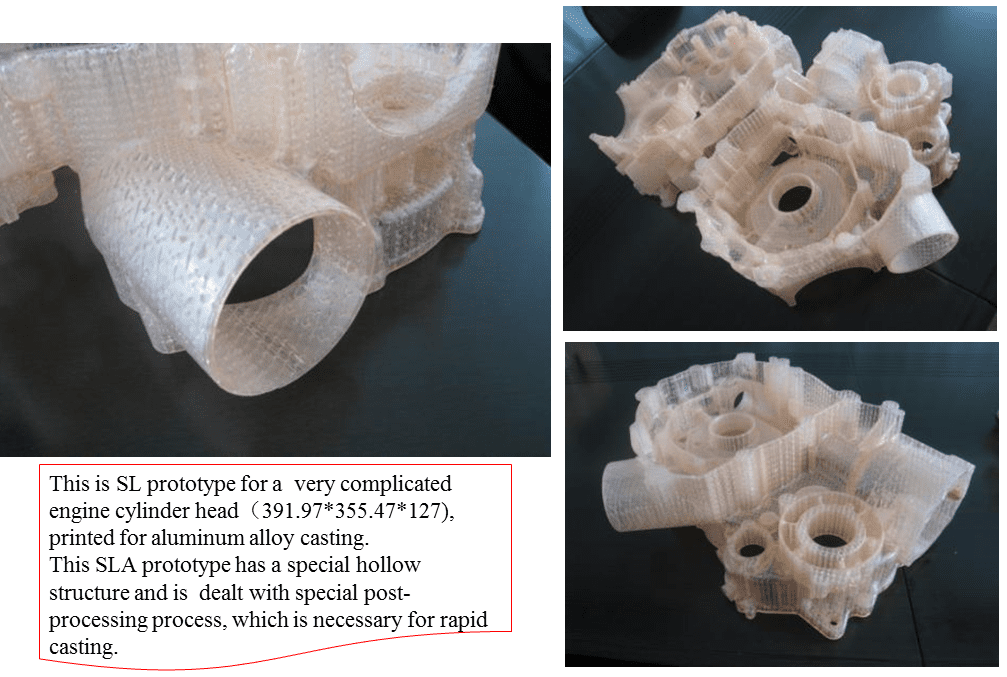
SL 3D nyomtató ajánlott
Nagy méret? SL 3D nyomtatók ajánlottak, mint például a 3DSL-600Hi 600 * 600 * 400 mm gyártási térfogattal és a nagyobb 3DSL-800Hi gép 800 * 600 * 550 mm gyártási térfogattal.