
HEritt?in joustava, se pystyy tuottamaan mit? tahansa 3D-kiinteit? malleja mink? tahansa monimutkaisen rakenteen omaavista, ja tuotantokustannukset ovat l?hes riippumattomia tuotteen monimutkaisuudesta.
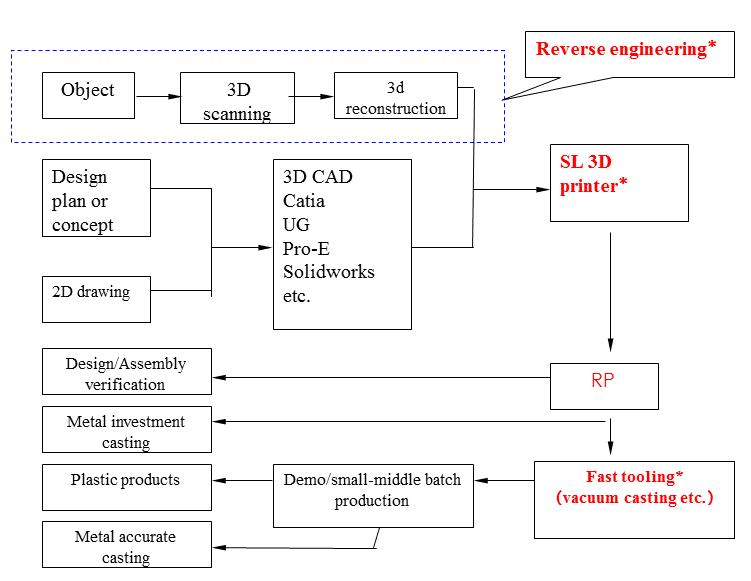
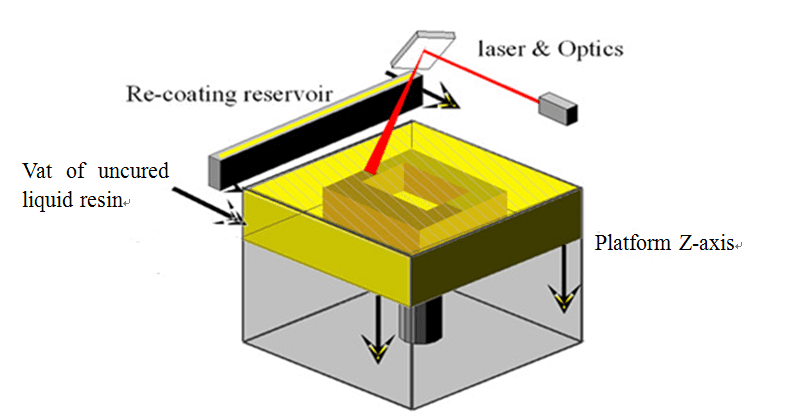
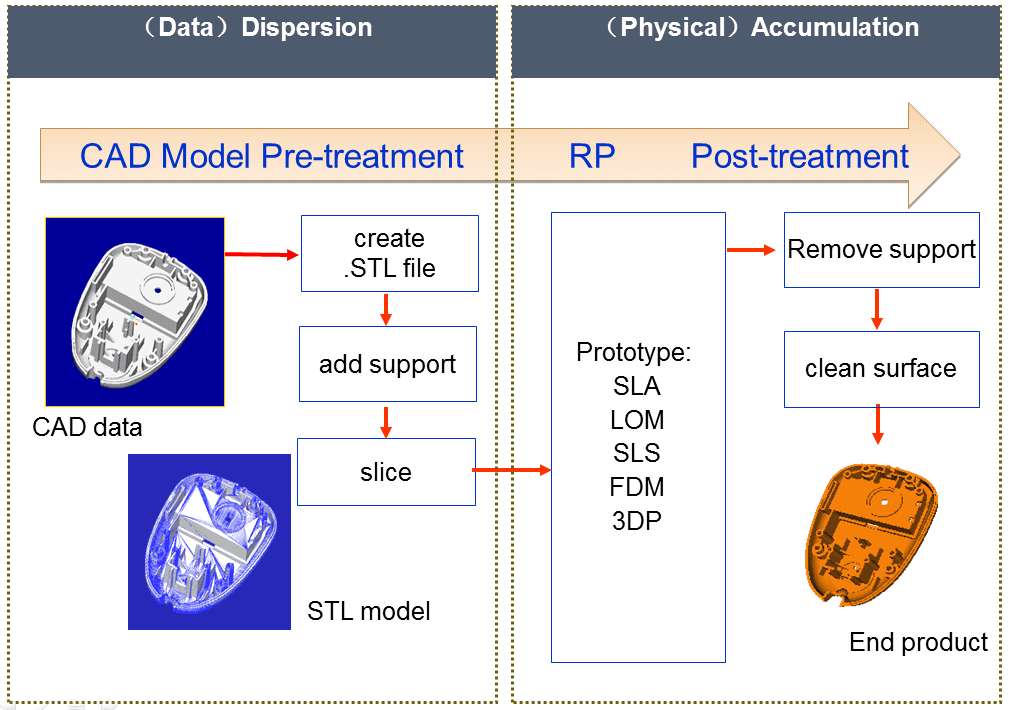
CAD-mallin suoraajo, muovausprosessi on t?ysin digitaalinen, erityisi? kiinnikkeit? tai ty?kaluja ei tarvita, ja suunnittelu ja valmistus (CAD/CAM) on integroitu.
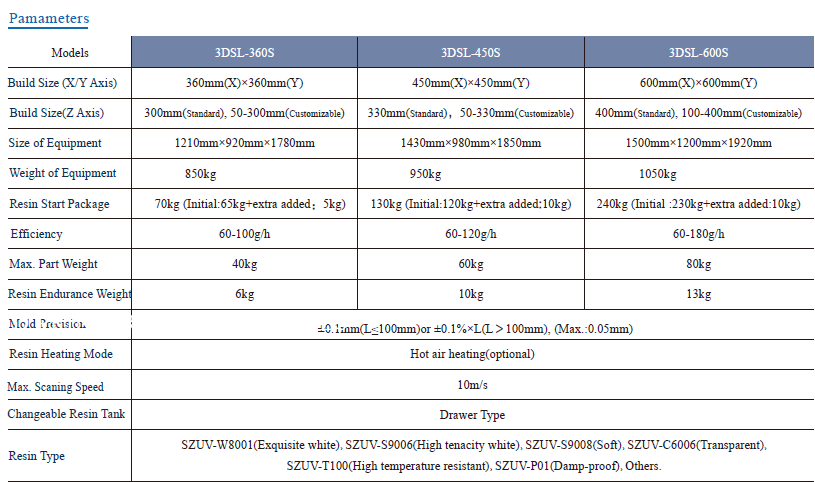
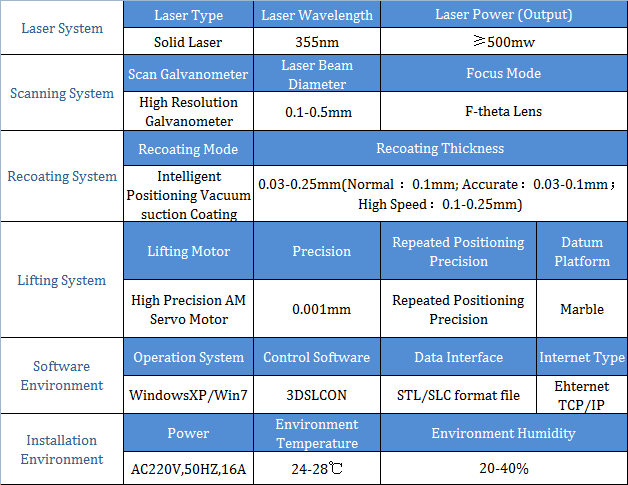
Hsuuri tarkkuus, ±0,1%
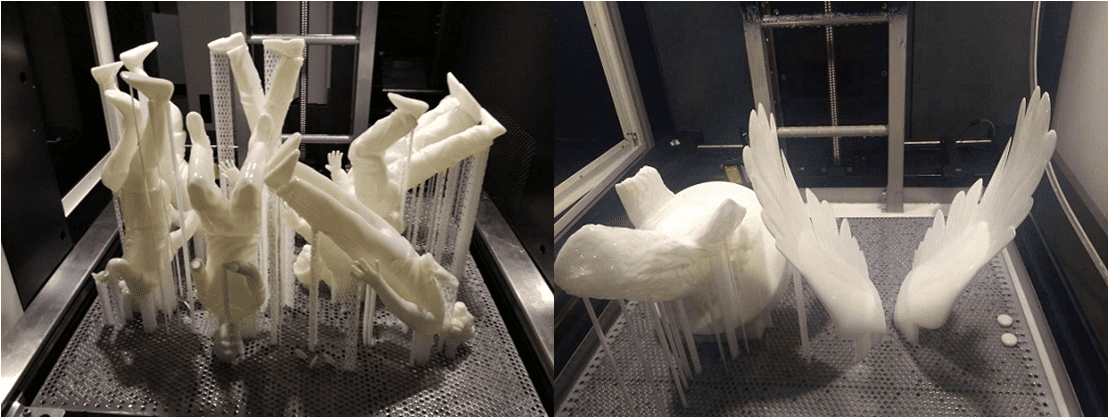
Heritt?in pelkist?v?, pystyy tekem??n eritt?in hienoja yksityiskohtia, ohuita seini?
Mvanhan pinnan laatu on erinomainen
Fast nopeus
Hhyvin automatisoitu: prosessi on t?ysin automatisoitu, prosessi ei vaadi ihmisen v?liintuloa ja laitteet voivat olla ilman valvontaa