

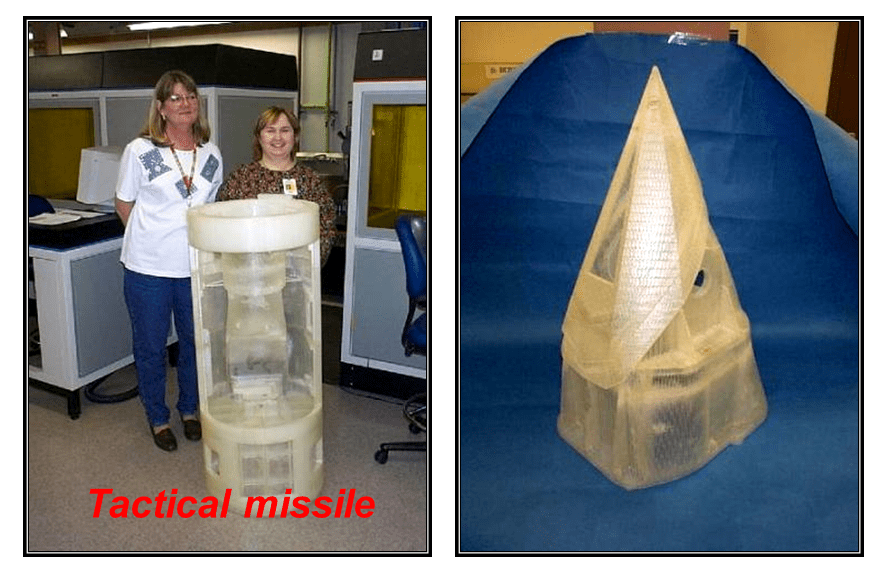
3D-printimisel on v?ga ilmne kiiruseelis v?ikeste partiide tootmisel ja teatud tüüpi projektide arendamisel, nagu auto-, kosmose-, lennundus-, s?jandus-, rongi-, mootorratta-, laeva-, mehaaniliste seadmete, veepumba ja keraamika jne.
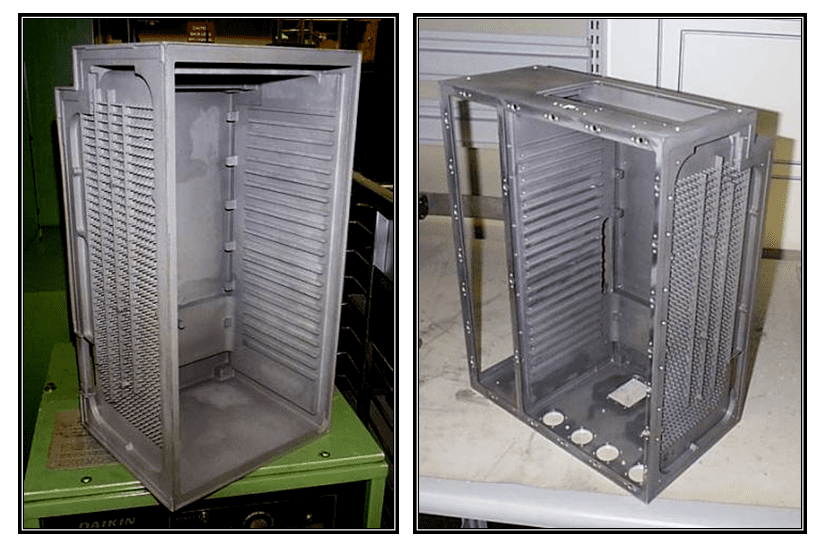
3D-printimise abil saab nüüd toota mitmesuguseid traditsioonilisi valutooteid, mida on raske toota, n?iteks 0,5 mm turbiini labad, erinevad sisemised jahutus?likanalid ja mitmesugused struktuurselt keerukad valandid.
Kunstiteoste jaoks saab laialdaselt kasutada ka erinevat tüüpi masstootmiseks m?eldud vorme.
3D-printimine suurendab valut??stust
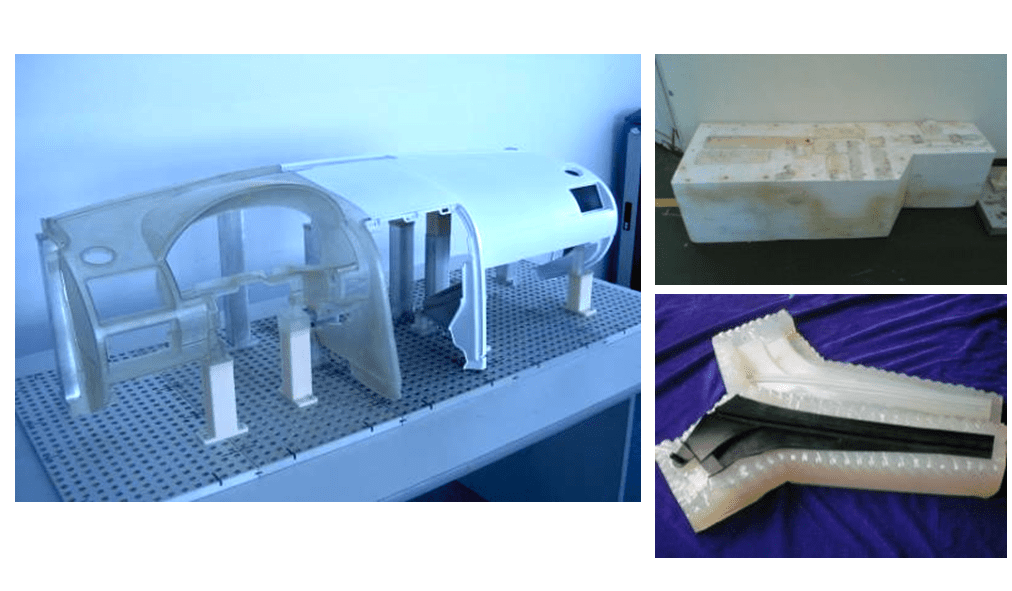
Vaakumvalu
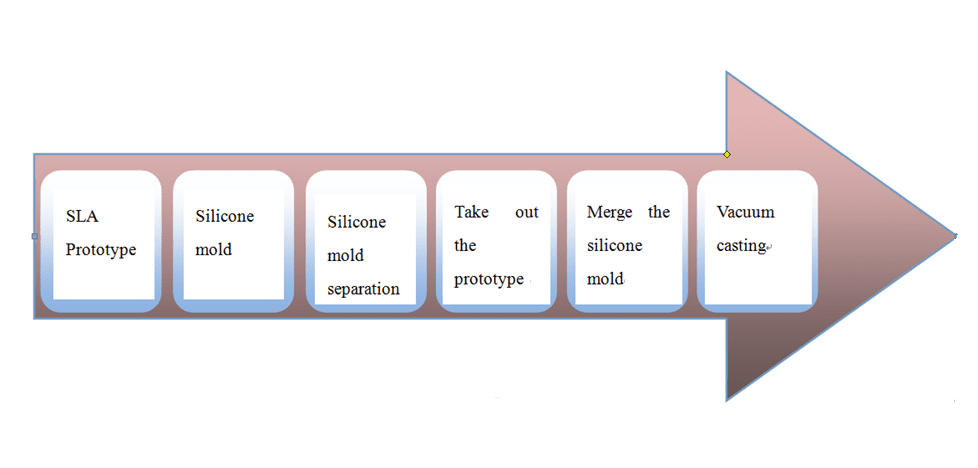
RP-tehnoloogia rakendamisel p?hinev uus tootearendusliin, mis kasutas RTV r?nikummist vormimist ja vaakumvalu, on nüüdseks laialdaselt kasutusel auto-, elektroonika- ja meditsiinivaldkonnas.

RIM: madalr?hu reaktsioon survevalu (epoksüvormimine)
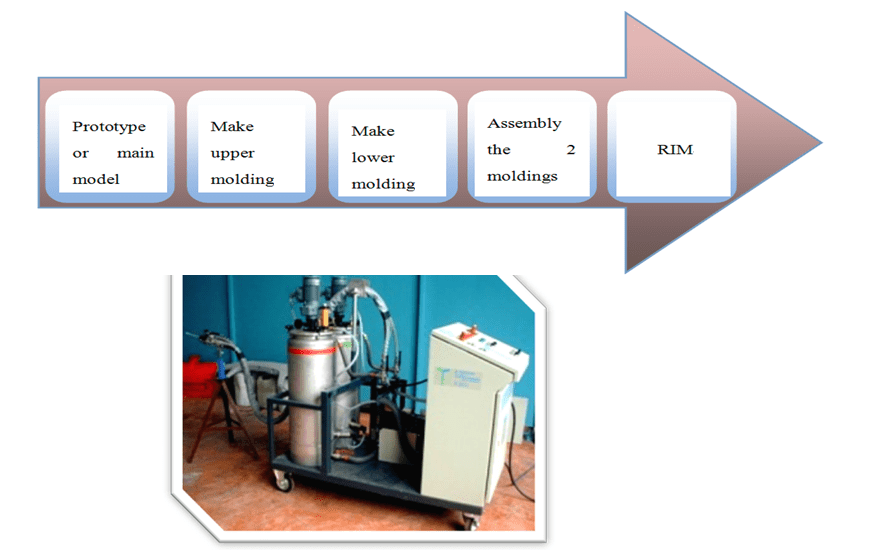
RIM on uus protsess, mida kasutatakse kiirliistude tootmiseks. See on segu kahekomponentsetest polüuretaanmaterjalidest, mis süstitakse normaaltemperatuuril ja madalal r?hul kiiresse vormi ning moodustuvad keemiliste ja füüsikaliste protsesside k?igus, nagu polümerisatsioon, ristsidumine ja materjalide tahkumine.
Selle eelised on k?rge efektiivsus, lühike tootmistsükkel, lihtne protsess ja madal hind. Sobib nii v?ikesemahuliseks proovitootmiseks tootearendusprotsessis kui ka v?ikesemahuliseks tootmiseks, katte lihtsa struktuuriga ning suurte paksuseinaliste ja ebaühtlaste paksuseinaliste toodete valmistamiseks.
Kohaldatavad vormid: vaiguvorm, ABS-vorm, alumiiniumisulamist vorm
valumaterjal: kahekomponentne polüuretaan
materjali füüsikalised omadused: sarnaselt PP / ABS-iga, tootel on vananemisvastane, tugev l??gikindlus, k?rge sobivusaste, lihtne peale- ja mahalaadimine
RIM-i madalsurve-perfusioonvormimise t??p?him?te on j?rgmine: eelnevalt vormitud kahekomponendilised (v?i mitmekomponendilised) vedelad toorained juhitakse teatud vahekorras doseerimispumba kaudu segamispeasse ja seej?rel valatakse pidevalt vorm, et moodustada reaktsiooniga tahkumise vormi. Suhte reguleerimine saavutatakse pumba kiiruse muutmisega, mida juhib pumba ühikuline tühjenduskogus ja sissepritseaeg.

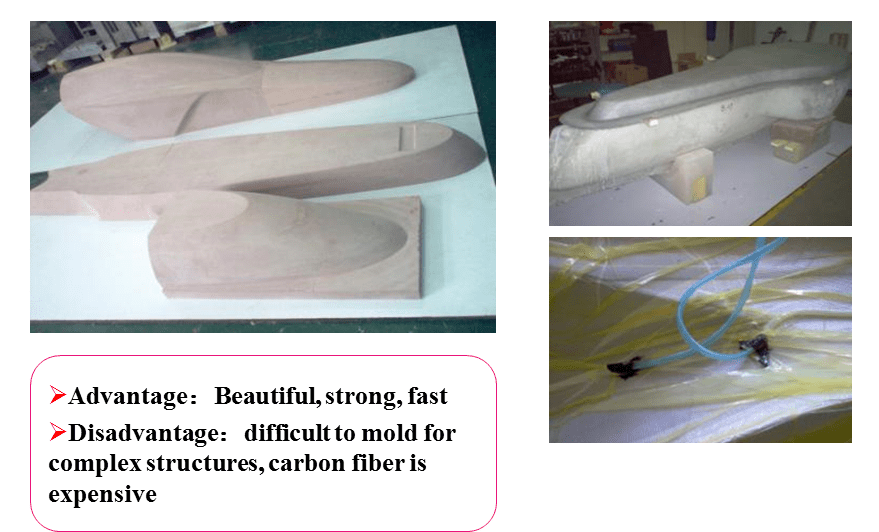
Süsinikkiust / kiudkiuga tugevdatud plastist (FRP) vaakum sisseviimine
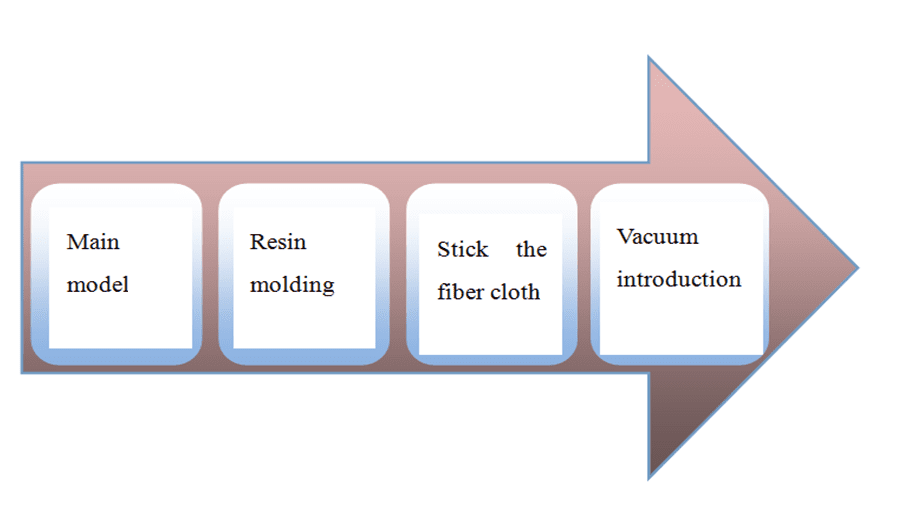
Vaakum-sisseviimise protsessi p?hiprintsiip viitab klaaskiu, klaaskiudkanga, erinevate vahetükkide, vabastuskanga, vaiku l?bilaskva kihi, vaigu torujuhtme paigaldamisele ja nailoni (v?i kummist, tahkestatud geelkattekihile) katmisele. Silikoon) painduv kile (st vaakumkott), kile ja ??nsuse perifeeria on tihedalt suletud.
??nsus evakueeritakse ja süvendisse süstitakse vaik. Vormimisprotsess, mille k?igus immutatakse vaiku piki vaigutoru ja kiu pinda vaakumis, et immutada kiukimp toatemperatuuril v?i kuumutamisel.
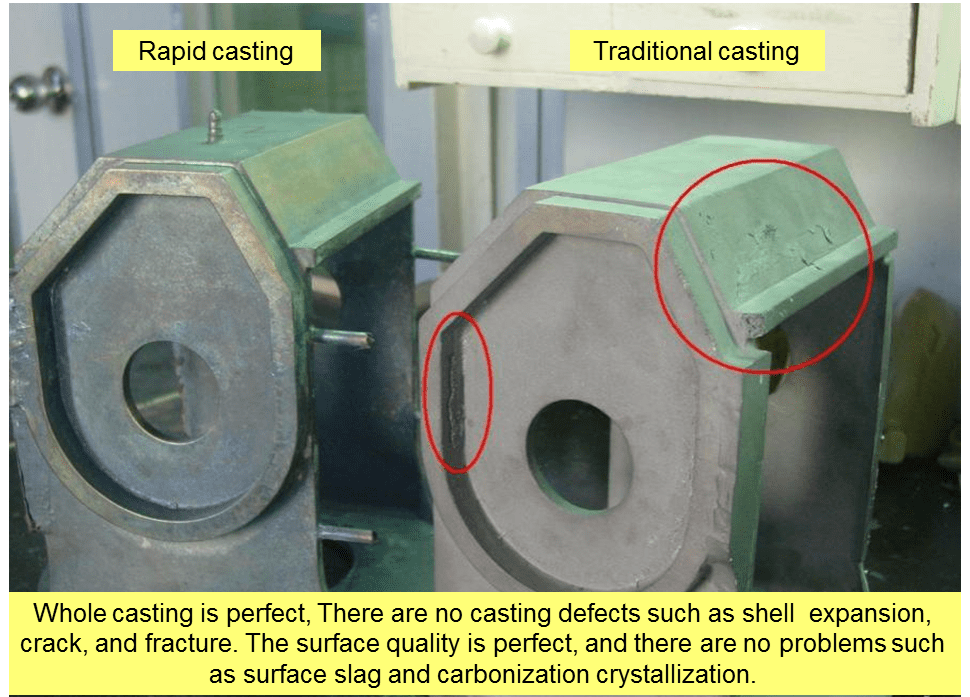
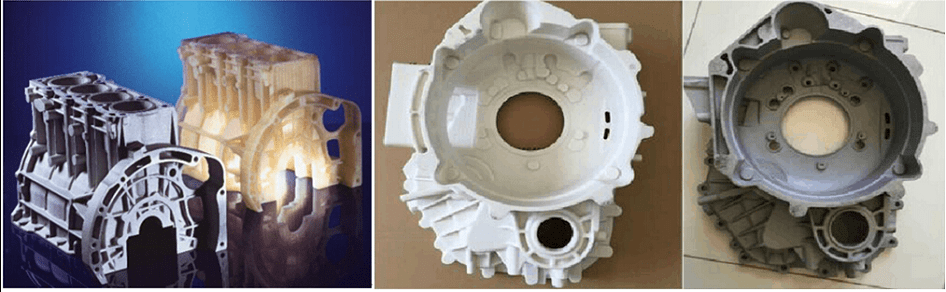
Kiire valamine
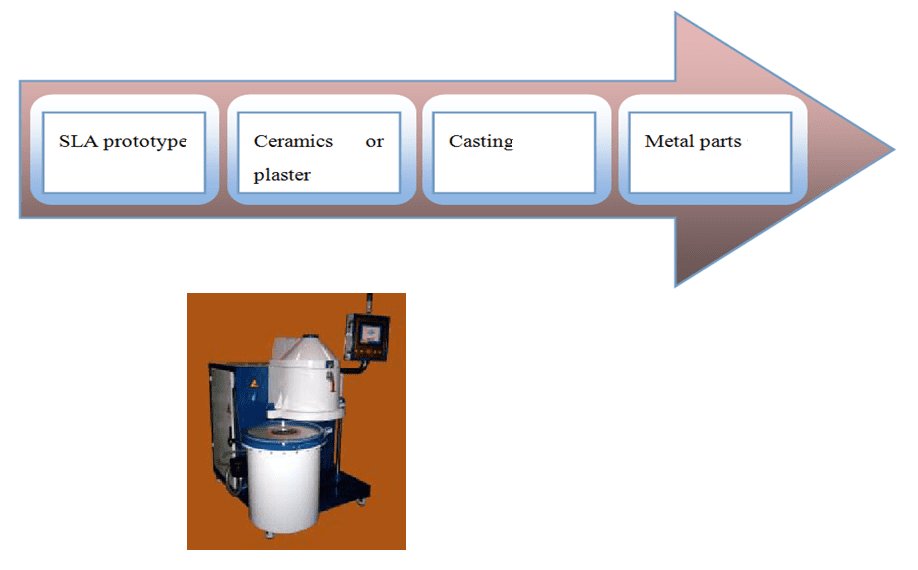
3D-printimise tehnoloogia ja traditsioonilise valamise tehnoloogia kombinatsioon on andnud tulemuseks kiire valamise tehnoloogia. P?hiprintsiip on kasutada 3D-printimise tehnoloogiat, et otse v?i kaudselt printida kaotatud vaht, polüetüleenvormi, vahaproov, ?abloon, vorm, südamik v?i kest valamise jaoks ning seej?rel kombineerida traditsioonilist valuprotsessi metallosade kiireks valamiseks.
3D-printimise tehnoloogia ja valamisprotsessi kombinatsioon annab t?ieliku m?ngu kiire 3D-printimise eelistele, madalatele kuludele, v?imalusele toota keerulisi detaile ja valada mis tahes tüüpi metalli ning seda ei m?juta kuju ja suurus ning madal hind. Nende kombinatsiooni saab kasutada n?rkade külgede v?ltimiseks, lihtsustades ja lühendades oluliselt pika projekteerimise, muutmise ja vormimise ümberkujundamise protsessi.

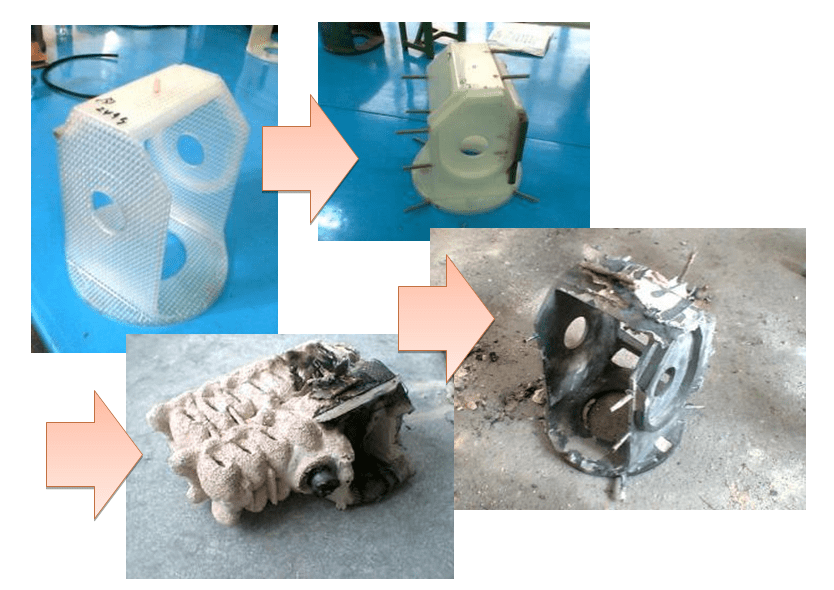
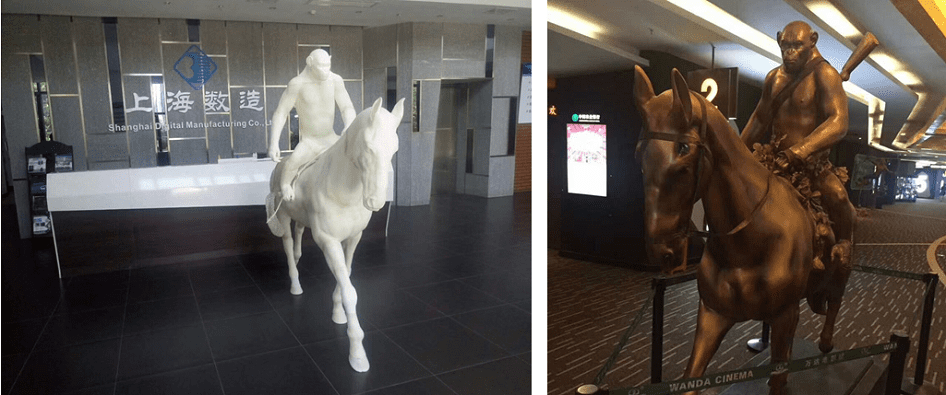
Investeeringute casting
Investeerimisvalu viitab suhteliselt uuele metalli valamise meetodile, mida tuntakse ka t?isvalu, aurustamise ja ??nsuseta valamina. Prototüüp on valmistatud vahtplastist (FOAMED PLASTIC) ja tavaliselt vahtpolüstüreen. Positiivne vorm t?idetakse valatud liivaga (FOVNDRY SAND), et moodustada vorm (MOLD) ja sama kehtib ka negatiivse vormi kohta. Kui sulametall süstitakse vormi (st polüstüreenist valmistatud vormi), siis vaht aurustub v?i kaob, j?ttes valuliiva negatiivse vormi sulametalliga t?ituvaks. Selle valamise meetodi v?ttis hiljem kasutusele skulptorite kogukond ja seda kasutatakse nüüd t??stuslikus tootmises.
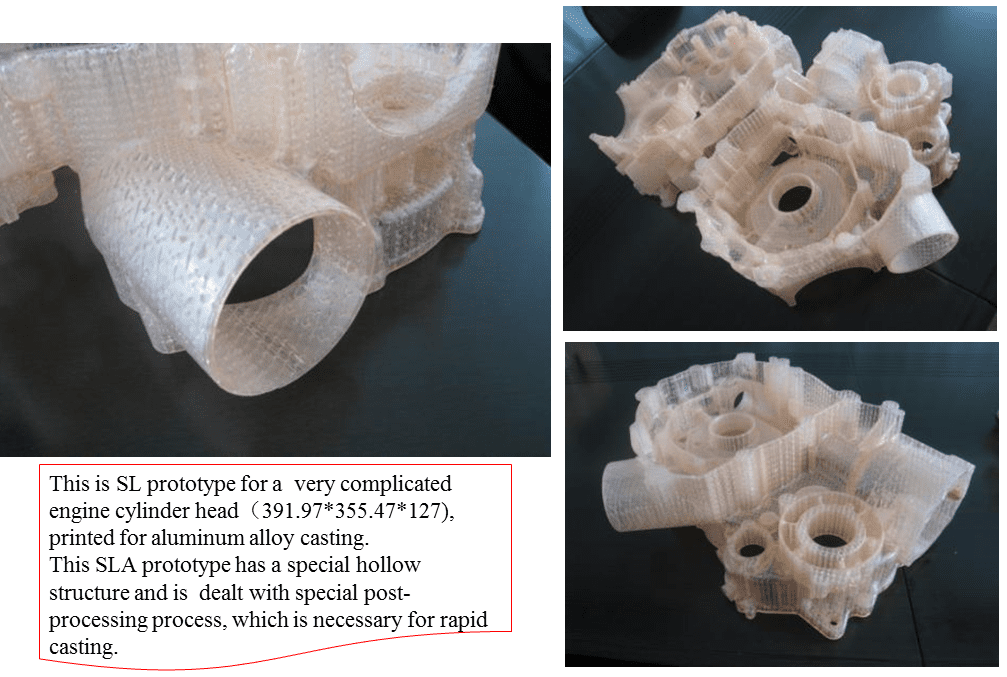
Soovitatav SL 3D-printer
Soovitatav on suur SL 3D-printer, n?iteks 3DSL-600Hi koostemahuga 600 * 600 * 400 mm ja suurem masin 3DSL-800Hi, mille ehitusmaht on 800 * 600 * 550 mm.