

Einführung in die RP-Technologie
Rapid Prototyping (RP) ist eine neue Fertigungstechnologie, die erstmals Ende der 1980er Jahre in den USA eingeführt wurde. Es integriert moderne wissenschaftliche und technologische Errungenschaften wie CAD-Technologie, numerische Steuerungstechnologie, Lasertechnologie und Materialtechnologie und ist ein wichtiger Bestandteil fortschrittlicher Fertigungstechnologie. Im Gegensatz zu herk?mmlichen Schneidmethoden wird beim Rapid Prototyping ein Formmechanismus verwendet, bei dem geschichtete Materialien übereinandergelegt werden, um einen dreidimensionalen Teilprototyp herzustellen. Zun?chst schneidet die Schichtungssoftware die CAD-Geometrie des Teils entsprechend einer bestimmten Schichtdicke auf und erh?lt eine Reihe von Konturinformationen. Der Formkopf der Rapid-Prototyping-Maschine wird von der Steuerung anhand der zweidimensionalen Konturinformationen gesteuert. Verfestigt oder geschnitten, um dünne Schichten verschiedener Abschnitte zu bilden und automatisch zu dreidimensionalen Einheiten übereinander zu legen
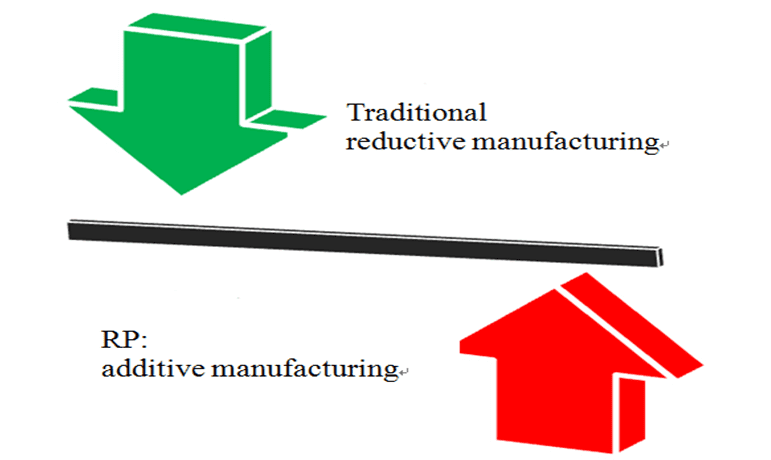
Additive Fertigung
Im Gegensatz zur herk?mmlichen reduktiven Fertigung verwendet RP eine schichtweise Materialansammlungsmethode zur Verarbeitung von Festk?rpermodellen und wird daher auch als Additive Manufacturing (AM) oder Layered Manufacturing Technology (LMT) bezeichnet.
Merkmale der RP-Technik
HEs ist ?u?erst flexibel und kann beliebige 3D-Volumenmodelle jeder komplexen Struktur erstellen, und die Produktionskosten sind nahezu unabh?ngig von der Komplexit?t des Produkts.
CDurch die direkte Ansteuerung des AD-Modells erfolgt der Formprozess vollst?ndig digital, es sind keine speziellen Vorrichtungen oder Werkzeuge erforderlich und Design und Fertigung (CAD/CAM) sind hochgradig integriert.
HHohe Genauigkeit, ±0,1 %
H?u?erst reduktiv, erm?glicht die Herstellung sehr feiner Details und dünner W?nde
MDie Qualit?t der alten Oberfl?che ist ausgezeichnet
FH?chstgeschwindigkeit
HHochgradig automatisiert: Der Prozess ist vollst?ndig automatisiert, erfordert keinen menschlichen Eingriff und die Ausrüstung kann unbeaufsichtigt sein
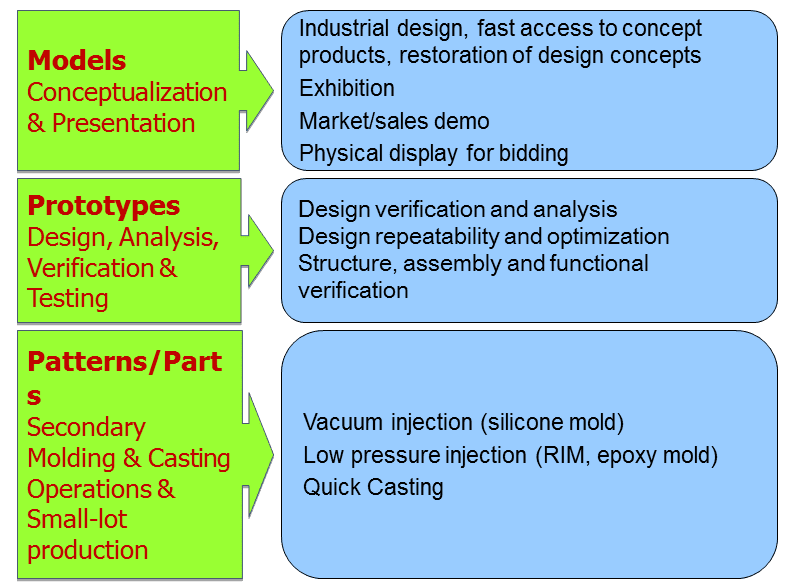
Anwendungen der RP-Technologie
Die RP-Technologie wird h?ufig in den Bereichen eingesetzt:
Modelle (Konzeptualisierung & Pr?sentation):
Industriedesign, schneller Zugriff auf Konzeptprodukte, Restaurierung von Designkonzepten, Ausstellung usw.
Prototypen (Design, Analyse, Verifizierung und Tests):
Designüberprüfung und -analyse, Designwiederholbarkeit und -optimierung usw.
Muster/Teile (sekund?re Form- und Gussvorg?nge und Kleinserienfertigung):
Vakuuminjektion (Silikonform), Niederdruckinjektion (RIM, Epoxidform) usw.
?
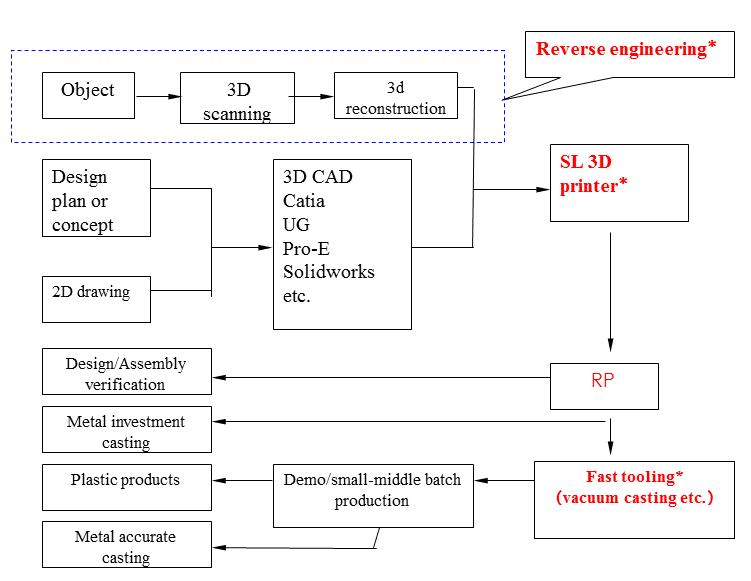
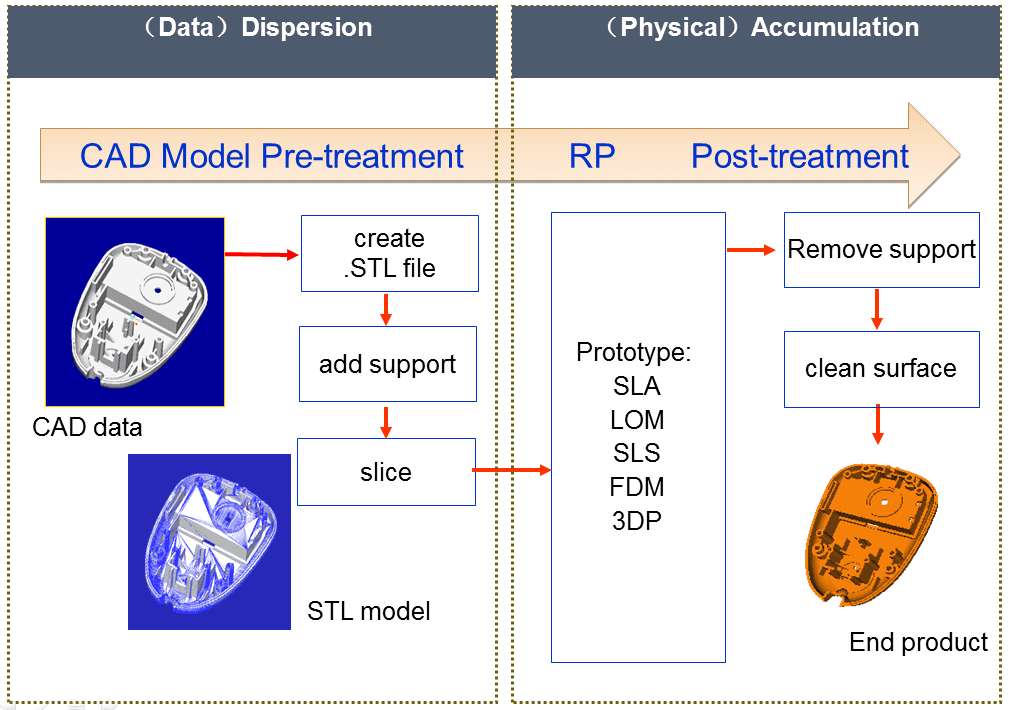
Bewerbungsprozess von RP
Der Bewerbungsprozess kann entweder mit einem Objekt, 2D-Zeichnungen oder einfach einer Idee beginnen. Wenn nur das Objekt verfügbar ist, besteht der erste Schritt darin, das Objekt zu scannen, um CAD-Daten zu erhalten, mit dem Revese-Engineering-Prozess oder einfach nur mit Erg?nzungen oder Modifikationen fortzufahren und dann mit dem RP-Prozess zu beginnen.
Wenn 2D-Zeichnungen oder Ideen vorhanden sind, müssen Sie mit der speziellen Software zum 3D-Modellierungsverfahren und dann zum 3D-Druckprozess übergehen.
Nach dem RP-Prozess k?nnen Sie das solide Modell für Funktionstests, Montagetests oder andere Gussverfahren entsprechend den tats?chlichen Bedürfnissen der Kunden erhalten.
?
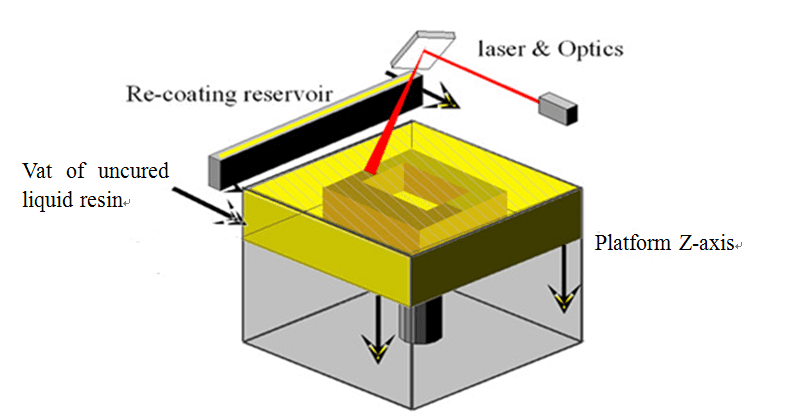
Einführung der SL-Technologie
Der inl?ndische Name ist Stereolithographie, auch bekannt als Laserh?rtungs-Rapid-Prototyping. Das Prinzip besteht darin, dass der Laser auf die Oberfl?che des flüssigen lichtempfindlichen Harzes fokussiert und entsprechend der Querschnittsform des Teils abgetastet wird, sodass es selektiv von Punkt zu Linie zur Oberfl?che ausgeh?rtet wird, um die Aush?rtung eines Teils abzuschlie?en Anschlie?end wird die Hebeplattform um eine Schichtdicke abgesenkt und mit einer neuen Schicht Harz überzogen und per Laser ausgeh?rtet, bis das gesamte Massivmodell entsteht.
Vorteil der SL 3D-Drucker von SHDM
HHohe Effizienz und maximale Geschwindigkeit k?nnen erreicht werden400g/hund die Produktivit?t in 24 Stunden kann 10 kg erreichen.
LGro?e Build-Volumes, verfügbare Gr??e sind360*360*300 (mm), 600*600*400 (mm), 800*800*550 (mm),1600*800*550 (mm)und andere benutzerdefinierte Build-Volumes.
MDie Materialleistung ist kostengünstig und in Bezug auf Festigkeit, Z?higkeit und Hochtemperaturbest?ndigkeit stark verbessert und eignet sich für technische Anwendungen.
Odeutlich verbessert in der Gr??engenauigkeit und Stabilit?t.
MIn der Steuerungssoftware k?nnen mehrere Teile gleichzeitig bearbeitet werden und es gibt eine Funktion zur perfekten Selbstzusammenstellung von Teilen.
SGeeignet für die Kleinserienfertigung.
UEinzigartige Nest-Technologie von Harztanks mit unterschiedlichem Volumen, es kann 1 kg Harz gedruckt werden, was besonders für Forschung und Entwicklung geeignet ist.
Raustauschbarer Harztank, verschiedene Harze k?nnen einfach gewechselt werden.
搜索
復(fù)制
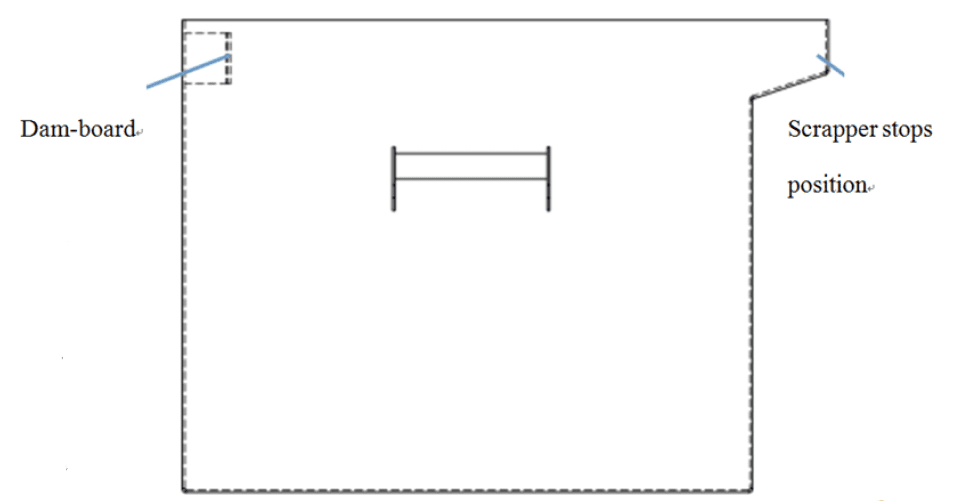
Austauschbarer Harztank
Nur herausziehen und hineinschieben, Sie k?nnen ein anderes Harz drucken.
Der Harztank der 3DSL-Serie ist austauschbar (au?er 3DSL-800). Beim 3DSL-360-Drucker befindet sich der Harztank im Schubladenmodus. Beim Austauschen des Harztanks ist es erforderlich, den Harztank auf den Boden abzusenken, zwei Verriegelungen anzuheben und den Harztank herauszuziehen. Füllen Sie neues Harz ein, nachdem Sie den Harztank gut gereinigt haben. Heben Sie dann die Verriegelungen an, schieben Sie den Harztank in den Drucker und verriegeln Sie ihn.
3DSL 600 verfügt über das gleiche Harztanksystem. An der Unterseite des Harztanks befinden sich 4 Rollen, die das Herausziehen und Einschieben erleichtern.
?
搜索
復(fù)制
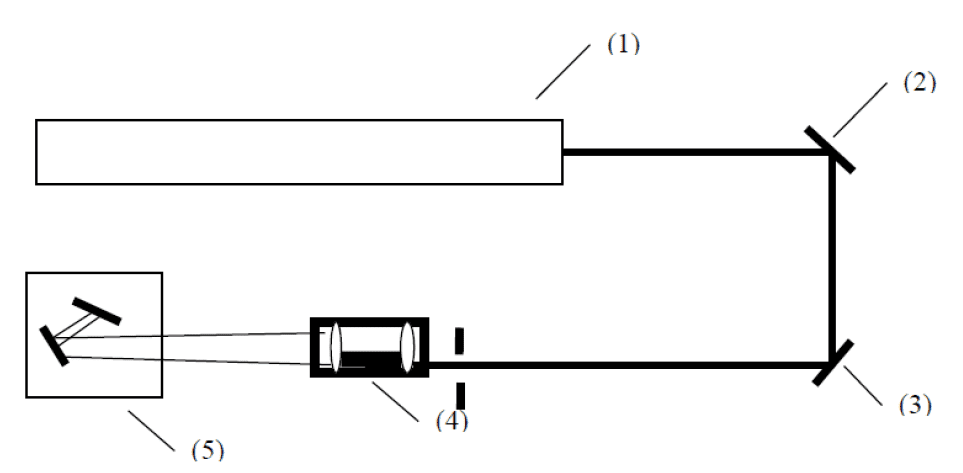
Optisches System – Leistungsstarker Feststofflaser
Die SL-3D-Drucker der 3DSL-Serie verwenden das leistungsstarke Festk?rperlaserger?t von3Wund die kontinuierliche Ausgangswellenl?nge betr?gt 355 nm. Die Ausgangsleistung betr?gt 200 mW bis 350 mW, Luftkühlung und Wasserkühlung sind optional.
(1). Laserger?t
(2). Reflektor 1
(3). Reflektor 2
(4). Strahlaufweiter
(5). Galvanometer
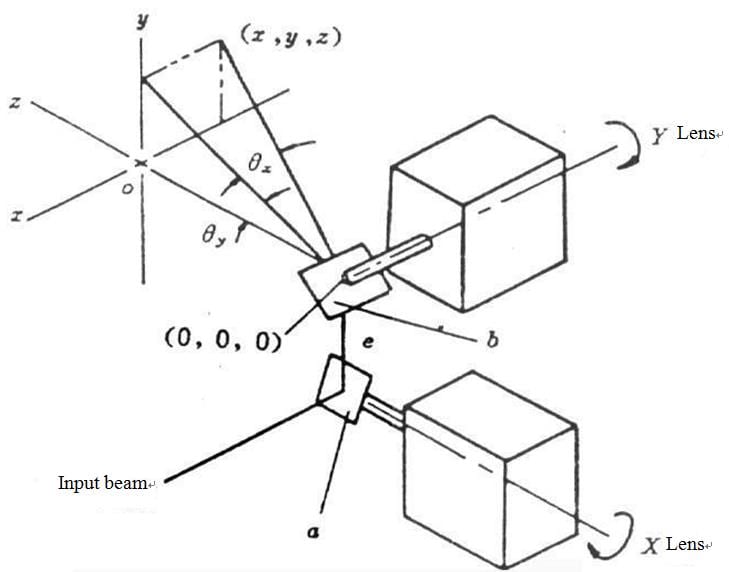
Hocheffizientes Galvanometer
Maximale Scangeschwindigkeit:10000 mm/s
Galvanometer ist ein spezieller Schwenkmotor. Seine Grundtheorie ist die gleiche wie beim Strommesser. Wenn ein bestimmter Strom durch die Spule flie?t, divergiert der Rotor um einen bestimmten Winkel und der Ablenkwinkel ist proportional zum Strom. Daher wird das Galvanometer auch Galvanometerscanner genannt. Zwei vertikal installierte Galvanometer bilden zwei Scanrichtungen von X und Y.
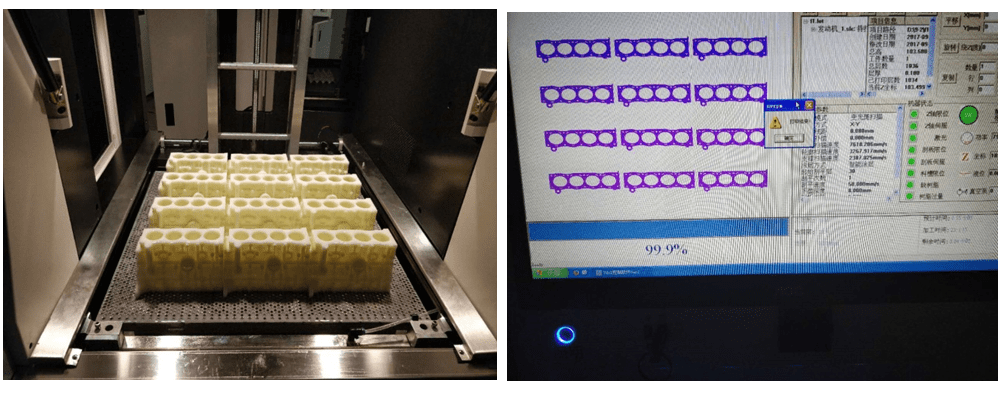
Produktivit?tstest-Motorblock eines Autos
Das Testteil ist ein Automotorblock, Teilegr??e: 165 mm × 123 mm × 98,6 mm
Teilevolumen: 416 cm3, 12 Teile gleichzeitig drucken
Gesamtgewicht betr?gt etwa 6500 g, Dicke: 0,1 mm, Strickgeschwindigkeit: 50 mm/s,
Es dauert 23 Stunden, bis es fertig ist.durchschnittlich 282g/h
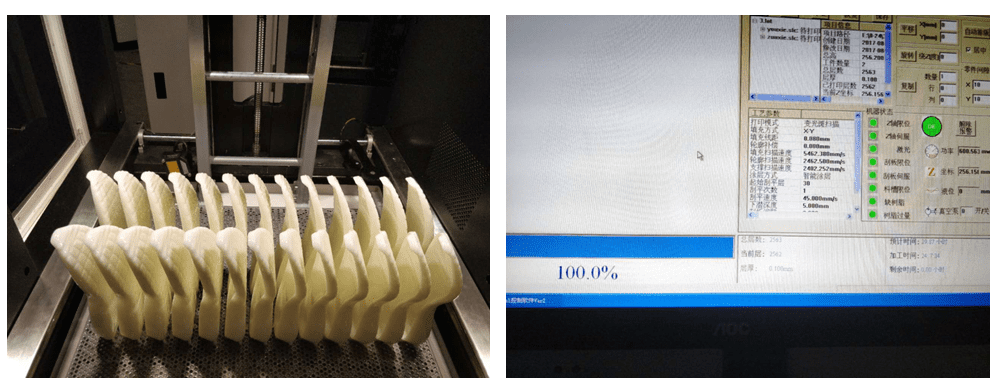
Produktivit?tstest – Schuhsohlen
SL 3D-Drucker: 3DSL-600
Drucken Sie 26 Schuhsohlen gleichzeitig.
Es dauert 24 Stunden, bis es fertig ist
Durchschnittlich 55 Minfür eine Schuhsohle
搜索
復(fù)制
Broschüre herunterladen
Anwendungsgebiete






Ausbildung
Schnelle Prototypen
Automobil
Casting
Kunstdesign
Medizinisch
Zeitpunkt der Ver?ffentlichung: 23. Januar 2024